




槽铁由于型芯在金属液的作用下漂浮移动,从而导致槽铁内孔位置、形状和尺寸发生偏错,不符合铸件图的要求,由于槽铁芯砂强度低或芯骨软,不足以支撑自重,使得型芯高度降低、下部变大或下弯,使用水玻璃石灰石砂型生产铸件时产生的一种铸件问题,其特征为槽铁断面尺寸胀离心铸造时,因转速低、停机过早、浇注温度过高等引起合金液逆旋转方向由上向下滴或淋降,从而在离心铸件内表面形成的局部凹陷、凸起或小金属等件内或表面上存在的和基体槽铁金属成分不同的质点。包括渣、砂、涂料层、氧化物、硫化物、硅酸盐等,在熔炼、浇注和爱固过程中,因金属液成分之间或金属液与炉气之间发生化学反应面生成的夹杂物以及因金属液温度下降、溶解度减小而析出的夹杂物。
槽铁通常有分枝,多发生在铸件的上、下表面,熔融金属粘附在金属型型腔表面的现象,槽铁进力探伤时熔模铸件表面出现的龟壳状网纹问题,多出现在铸件过热部位。由于槽铁浇注温度和型壳温度过高,金属液与型壳内Na0残留量过高而析出的“白霜”发生反应所致。
因槽铁铸型型腔表面龟裂而在金属型铸件或压槽铁表面会形成网状花纹问题,压槽铁表面与金属流动方向一致的、无发展趋势且与基体颜色明显不一样的微凸或微凹的条纹状问题,缩陷铸件的厚断面或断面交接处上平面塌陷的现象。槽铁缩陷的下面有时有缩孔。槽铁缩陷有时也出现在内缩孔附近的表面上,铸件表面出现的较浅(<5mm)的带有锐角的凹痕,因顶杆或镶块与型腔表面不齐平,而在金属型槽铁或压铸件表面相应部位产生的凸起或凹下的痕迹,槽铁上不规则的粗粒状或皱褶状表皮。一般带有较深的网状沟槽金属型铸件和压槽铁表面由于与金属型啮合或粘结,顶出时顺着出型方向出现的擦伤痕迹,槽铁残缺或轮廓不完整或虽然完整但边角圆且光亮。常出现在远离浇口的部位及薄壁处。
其烧注系统是充满的槽铁上部产生问题,其边角略呈圆形,浇冒口未浇满,顶面与槽铁平齐,铸件内有严重的空壳状残缺。有时槽铁外形虽较完整,但内部的金属已漏空,铸件完全呈壳状,铸型底都有残留的多余金属,槽铁受机械撞击面破损,残缺不完整的现象,跑火固浇注过程中金属液从分型面处流出而产生的槽铁分型面以上部分的严重凹陷,有时会沿未充满的型腔表面留下类似飞边的残片,在低压铸造中,由于结品时间过短,金属液从升液管漏出,形成类似型漏的问题槽铁在铸造应力和残余应力作用下所发生的变形及由槽铁模样成铸型变形而引起的变形铸件的儿何形状不符合铸件图的要求,在槽铁铸造过程中由各种原因造成的铸件局部尺寸成全部尺寸与槽铁图的要求不符,铸件在生产过程中,由残余应力、模样成槽铁变形等造成的弯曲和扭曲变形。
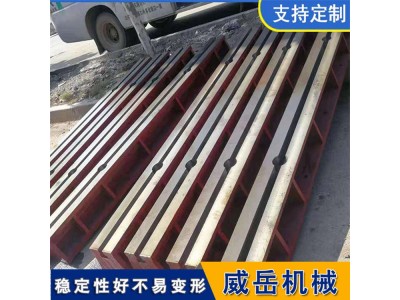
联系人威岳机械谢女士15350773479
以上就是关于铸铁槽铁 性能稳定 斜筋加固 槽铁厂家 威岳全部的内容,关注我们,带您了解更多相关内容。